

M10高速鋼
日期:2026-06-25
一、M10高速鋼化學成分

二、性能與用途
M10屬於鉬系高速鋼,碳化物細、韌性好、耐磨性與紅硬性優良,淬火回火硬度≥64HRC
用途: 鑽頭、銑刀、拉刀、齒輪刀具、衝模等,適合切削不鏽鋼、耐熱鋼等難加工材料
三、金相
M10高速鋼:大顆粒碳化物顆粒度、共晶碳化物不均勻度

M10晶粒度、回火組織:使用1195℃淬火+560℃×2h×3次

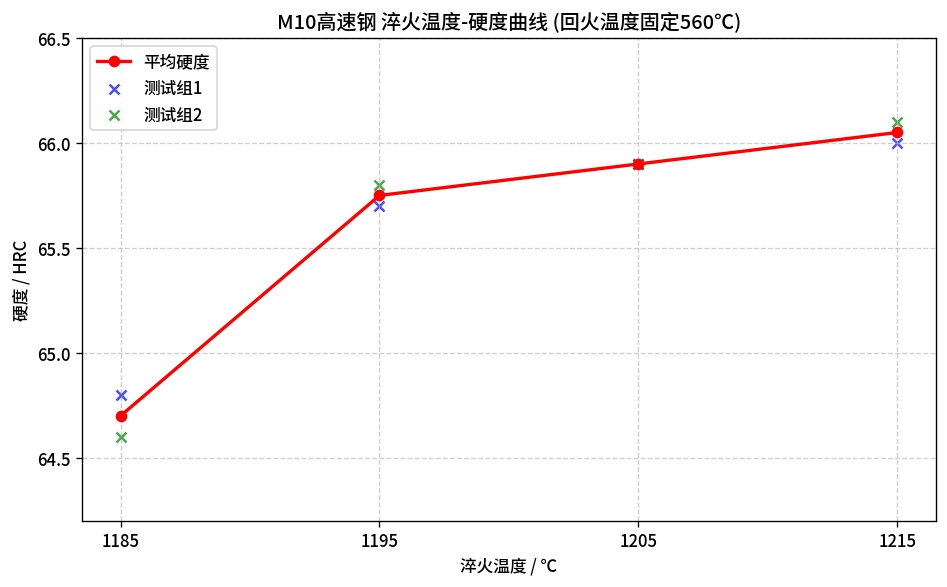
四、淬火溫度-硬度曲線
M10熱處理使用560℃×2小時×3次,硬度值及曲線如下所示:

五、耐磨性測試
試驗方案: 使用M2、M10對比,使用白剛玉為摩擦介質進行摩擦試驗機測試
熱處理工藝: M10採用不同規格的材料,使用1185℃與1195℃分別進行淬火,560℃×2h×3次回火

六、切削工具測試(實測案例)6542 VS M10
基礎試驗條件
產品名稱:磨製鑽;對比材質:6542 / M10
試件材料:40Cr,硬度28–30HRC
夾持方式:剛性夾頭;冷卻方式:全合成切削液
機床型號:VCM650;切削方式:盲孔
1. φ7.0鑽頭測試數據

2. φ8.0鑽頭測試數據

3. φ10.0鑽頭測試數據

4. φ12.7鑽頭測試數據

磨損圖片說明
M10磨損圖片
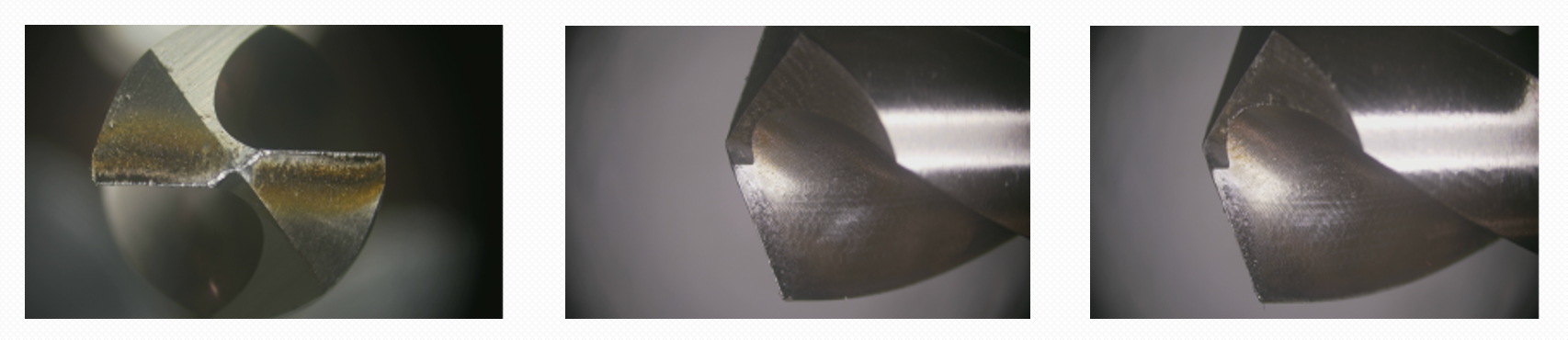
M2(6542)磨損圖片

七、試驗結論
對M10磨製鑽分別採用1185℃、1195℃淬火,統一560℃×2h×3次回火後進行金相、切削性能測試:
推薦熱處理工藝:1195℃淬火 + 560℃保溫2小時,回火3次
該工藝下M10綜合力學性能、耐磨切削性能最優,整體性能優於M2(6542)高速鋼